可夹持直径范围7mm至80mm
圆跳精度≤0,01 mm
允许工件公差达到 T11
长短两种夹紧长度均可实现轴肩环进行端面定位
可装夹薄壁或非薄壁类零件通过在缝隙中上填充橡胶,以减少外来污染物对的影响
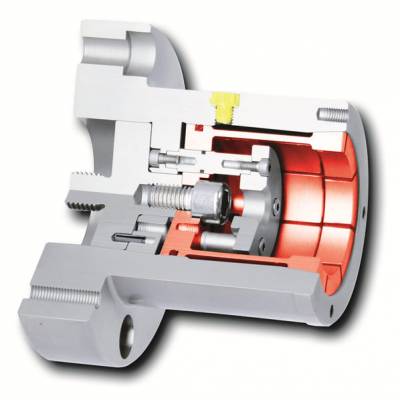
式法兰卡盘是由夹具体,轴套盖,十字螺栓,牵引螺栓,基环和轴肩环以及组,压环和套筒体组成。式法兰卡盘通过夹具体装配在机器上。夹紧装置通过螺栓与机床内部的夹紧机构相连。根据要传递的扭矩,可以安装不同厚度的组。一般情况下基环和轴肩环的安装如图9-2所示。
碟盘式法兰芯轴是通过自动化工件装载单元实现工件的装夹。为确保在装夹零件时无碰撞,天津碟盘式夹具厂家,在伞形拉杆(2)上特殊设计了倒角。装夹间隙约0.2mm使得工件装载更加容易。盘式齿圈(8)在装夹时因轴向拉力作用紧压定位面,并随着碟盘涨紧完成其端面及中心的定位和夹紧。其可达到0.01mm的同心度和轴向跳动。气密性检测装置(9)监控端面是否贴合定位环。通过更换夹具元件 伞形拉杆(2),夹具体(3),天津碟盘式夹具生产厂家,压环(7)以及组(6)可实现在极短时间内其他直径类型盘式齿圈的换型。
锥套式法兰芯轴安装在全自动化的齿轮检测机中。工件的装载卸载皆由机器人完成。夹紧的待测齿轮与主齿轮啮合驱动,这时就可产生可测量和评估的噪声。同时使用激光对工件几何形状进行扫描和检测。
碟盘组位于拉杆上,天津碟盘式夹具报价,在此上方安装有带有开口槽的腰鼓式弹性套,其与中间法兰盘相连接。施加轴向作用力后,天津碟盘式夹具,碟盘在整个圆周上均匀膨胀并带动腰鼓式弹性套通过在腰鼓式弹性套锥面上的形变区域设计开口槽,使得工件在夹紧过程中带有轴向拉力紧紧贴合定位面。在装夹过程中增加与机床相配合的锥形工艺孔,可实现其更高的同心度和整体刚性。