为了找到其如此高精度的原因,首先安装套筒,但是事实上,由于机床行程太短,其套筒无法顶住腰鼓式组合芯轴,必须使用中间辅助件来缩短与扩展式套简芯轴的距离,中间连接件在没有进行校准的情况下,天津碟片式夹具,变速器齿轮毛坯仍然被HDDS准确定位夹紧,并开始了正常的磨削。从HDDS卸下磨削完成的齿轮,并在三坐标测量仪器上测量渐开线齿形精度,这个技术术语描述的是齿轮在使用过程中啮合力化的几何外形。测量结果完全在公差范围内,尽管在和腰鼓式组合芯轴之间使用了未进行校准的中间辅助连接件,但这仅仅影响了大约2/3的允许公差!
可夹持直径范围11,9mm至132mm圆跳精度≤0,天津碟片式夹具生产厂家,01 mm允许工件公差达到TT15带有轴向拉力,工件由客户自行选配的外部定位环来实现其端面定位可装夹薄壁或实心类零件可手动实现零件夹紧
锥套式芯轴是由芯轴,带有螺母的锥套组成。锥套式芯轴与机床尾座配合安装。通过旋转锥套上的螺母实现夹紧。
夹紧时锥套通过芯轴上的锥面拉紧,此时工件完成中心定位并在轴向拉力的作用下紧贴定位面。
无论工件内孔的公差如何,要夹紧的工件内孔圆柱度必须小于公差等级TT7
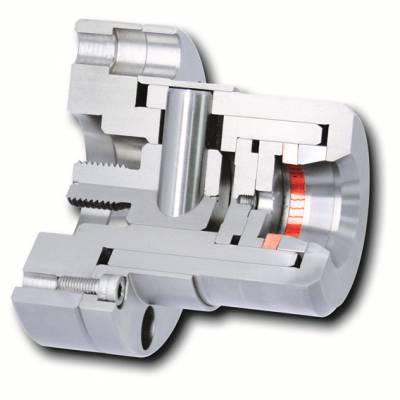
碟盘式法兰芯轴是通过自动化工件装载单元实现工件的装夹。为确保在装夹零件时无碰撞,在伞形拉杆(2)上特殊设计了倒角。装夹间隙约0.2mm使得工件装载更加容易。盘式齿圈(8)在装夹时因轴向拉力作用紧压定位面,天津碟片式夹具价格,并随着碟盘涨紧完成其端面及中心的定位和夹紧。其可达到0.01mm的同心度和轴向跳动。气密性检测装置(9)监控端面是否贴合定位环。通过更换夹具元件 伞形拉杆(2),夹具体(3),压环(7)以及组(6)可实现在极短时间内其他直径类型盘式齿圈的换型。
锥套式法兰芯轴安装在全自动化的齿轮检测机中。工件的装载卸载皆由机器人完成。夹紧的待测齿轮与主齿轮啮合驱动,这时就可产生可测量和评估的噪声。同时使用激光对工件几何形状进行扫描和检测。